



А.Б.: В России в рамках нацпроекта «Перспективные атомные и энергетические технологии» развивается проект по новым материалам. Почему он оказался необходим?
А.Д.: Сначала надо понять, что это нацпроект техлидерства. Объективная необходимость выделить в нем именно специальный проект по материалам связана с разрешительными документами — нормативной базой, позволяющей применять в нынешних условиях те или иные материалы. Та, что действует, прежде всего решает задачу недопуска к использованию необоснованных материалов, но, с другой стороны, не позволяет нам в нужное время обосновать новые технические решения.
Для всех очевидно, что решение технических задач зачастую нельзя реализовать на тех же материалах, что у вас уже есть, просто изменив габариты, например толщину стенки, или поменяв ее конструкцию. Основная проблема материалов, скажем, в атомной энергетике — их сопротивление хрупкому разрушению. Это характеристика не только поверхности материала: излучение проникает и в глубину. Наращивай толщину, меняй конструкцию — деградация охватывает весь объем в целом.
Напомню: в реакторах новых поколений, чтобы вырабатывать энергию с большей эффективностью, растет одновременно и радиационная нагрузка, и тепловая. Первое: меняется спектр нейтронов, становится более быстрым, иначе говоря, повышается энергия каждого из них. Второе: для повышения КПД реакторов нового поколения поднимают температуру в активной зоне на 100 и более градусов (у серийных реакторов на медленных нейтронах она равна 350 °С).
И тепловая, и радиационная нагрузка действует сразу на всю толщину материалов реактора — простое увеличение ее, еще раз повторюсь, не решит вопрос надежности. Значит, нам нужны новые материалы. Но их испытания в реакторных условиях или равных до величины предельного для ресурса (более 200 с.н.а., смещений на атом) значения может занимать 5-10 лет. Если все сделать традиционно, новые реакторы мы получим, мягко говоря, нескоро. Так возникла необходимость создать не просто новые материалы для четвертого поколения реакторов в атомной энергетике, но и новые подходы — методики испытания этих материалов. Такие, которые позволили бы решать задачу не за 5-10 лет, а существенно быстрее и, подчеркну, без ущерба для безопасности. Это совсем не формальная, «бумажная», а как раз научная задача.
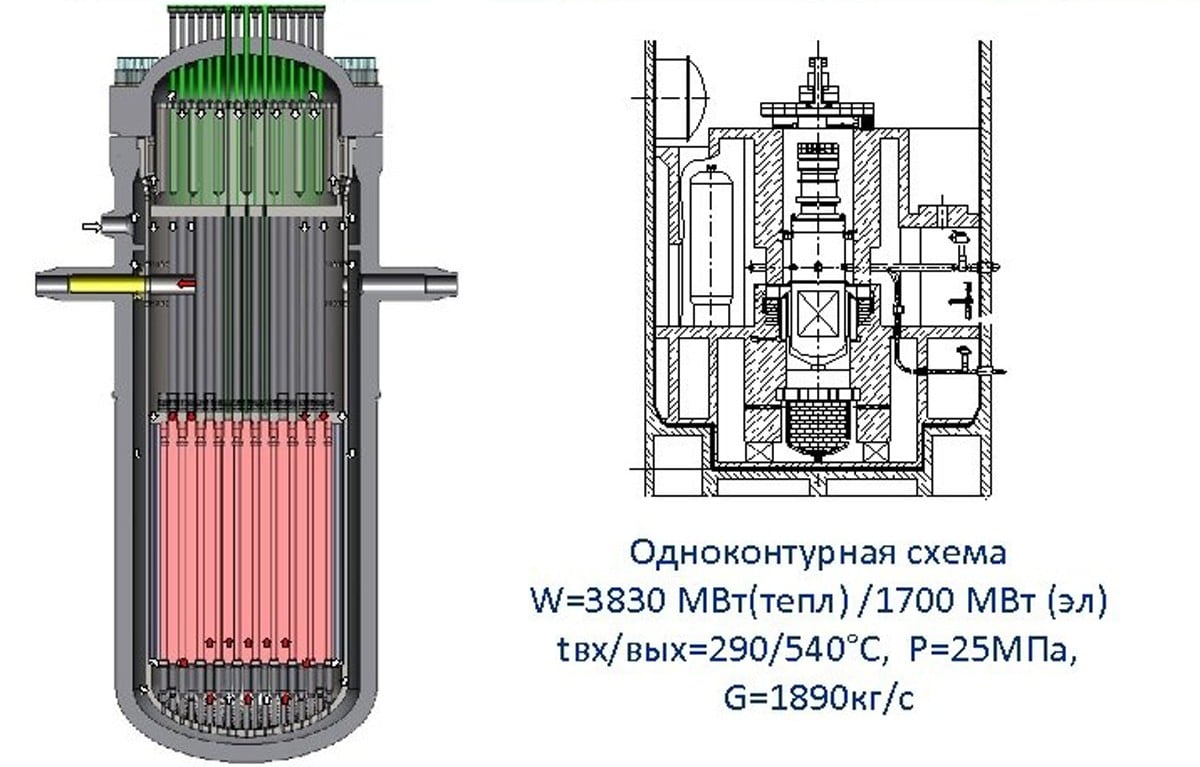
Водо-водяные реакторы: как построить новый реактор без новых Ижорских заводов
А.Б.: Когда вы говорите о новых реакторах, речь идет о ВВЭР на тепловых нейтронах? Они разве требуют новых материалов, там же вроде бы все давно устоялось? Или речь идет о реакторах на быстрых нейтронах типа будущего БН-1200 и строящегося БРЕСТ-300ОД?
А.Д.: Речь идет не только о реакторах на быстрых нейтронах. У нас планируется развитие технологии ВВЭР — сейчас на очереди ВВЭР-С, реактор с более быстрым/промежуточным спектром нейтронов, что повысит его экономическую эффективность. Но за спектр надо заплатить более стойкими к нейтронам материалами корпуса.
Кстати, по проекту ВВЭР-С на 600 мегаватт мощности проблем нет и с традиционными материалами. Но в перспективе есть проект ВВЭР-С уже на 1000 мегаватт. И, если бы речь шла только о давлении, можно было бы действительно поднять толщину. Но тогда мы бы столкнулись с технологическим ограничением — потребовался бы существенно больший слиток стали, более 270 тонн.


Чтобы избежать этого дорогостоящего действия, подбирали материал (для толщины стенки реактора 250 миллиметров) уже с увеличенной прочностью при сохранении ресурса работы в 60 лет, что делает электричество от него, если распределить издержки на весь срок эксплуатации, эффективным.
А.Б.: Это какой-то очередной вариант нержавеющей стали?
А.Д.: Нет, сталь другого класса — бейнитного, но на внутреннюю поверхность реактора обязательно наплавляют слой нержавеющей.
Необходимо понимать одну тонкость. Можно формально не поменять состав сплава, но коренным образом изменить его микроструктуру. Пример: закаленная сталь — у нее очень мелкая структура, но при этом материал может стать хрупким. У незакаленной стали больше зерно, больше сопротивление развитию трещинам, но сама сталь мягче.
Вот что мы сделали: сохранив базовый состав стали, который есть сейчас, за счет технологических приемов при обработке сделали другое — более мелкое зерно. Это подняло прочность, при этом обеспечив стабильность структуры в течение всего срока эксплуатации.
Другой источник повышения прочности — новые сварочные материалы. За счет них мы обеспечили коэффициент равнопрочности на уровне 0,85. Что это значит? Сварное соединение снижает прочность конструкции, поэтому берется определенный коэффициент запаса: меняя технологию сварки больших толщин материалов, можно этот коэффициент запаса уменьшить с двух до 1,5 и меньше. Чем ниже параметр — тем выше прочность конструкции с таким сварным швом.
Как достигается подобный результат? Понятно, что чем больше толщина сварного соединения, тем больше желание сварить шов быстрее. Это означает, что берем для сварки проволоку толще. Чем она толще, тем сильнее ее надо греть, тем больше тепловложение. Чем сильнее мы греем, тем крупнее будет зерно сплава в районе шва. То есть одно сварное соединение можно заварить, грубо говоря, одной проволокой пять-восемь миллиметров толщиной или, наоборот, сделать 10 проходов проволокой по миллиметру. Конечно, второй подход менее быстрый, но при этом удельное тепловложение меньше, параметры шва по прочности выше.
А.Б.: Вернемся к перспективным водо-водяным реакторам. Что работы в рамках нацпроекта по новым материалам дадут для них, кроме ВВЭР-С?
А.Д.: Напомню, что разработчики водо-водяных технологий уверены: если поднять параметры теплоносителя до сверхкритических, то КПД ВВЭР вырастет существенно, а себестоимость их электричества станет заметно дешевле. Плюс вода в сверхкритическом состоянии слабее замедляет нейтроны, их спектр станет быстрее, за счет чего на них планируют добиться наработки плутония из урана-238, примерно равного расходу урана-235. То есть такие реакторы будут работать в замкнутом топливном цикле — ведь уже добытого урана-238 накоплено большое количество. И это реактор уже будущего, IV поколения.
А.Б.: Реактор действительно перспективный. Однако у разработчиков реактора ВВЭР-СКД есть мнение, что он станет актуальным не ранее 2050-х. А у нынешнего проекта «Росатома» по новым материалам какой горизонт планирования — пять лет, 15 или какой-то иной?
А.Д.: Что касается ВВЭР-СКД, то конструкционный материал корпуса реактора мы уже выбрали и смогли этот выбор обосновать. Тормозящим разработку фактором оказался уже не он, а равномерность охлаждения тепловыделяющих элементов с ядерным топливом (твэл).

Ведь внутри ВВЭР-СКД будет уже не обычный водяной пар, а скорее плазма. Плазменный теплоноситель (водяной пар выше критической точки воды) создает сложности со стабильностью теплоотвода от сборки твэл. Именно поэтому вопрос о том, как будет выглядеть конструкция такого реактора, продолжает оставаться передним краем науки. Работы ведутся, но речь идет о более дальней перспективе. Возможно, это потребует петли СКД на многоцелевом исследовательском реакторе МБМР или даже полноценного исследовательского стенда.
От нас, со стороны разработчиков материалов, задержки нет: мы свою часть сделали.
А.Б.: Вы упомянули, что материал корпуса реактора уже выбран и обоснован. О чем конкретно идет речь? При какой толщине стенок реактора он сможет обеспечить необходимую прочностью?
А.Д.: Мы создали вполне конкретный материал, обеспечивающий прочность не КП-45, как сейчас, а уже КП-55, чего вполне достаточно для ВВЭР-СКД. В нем будет повышенное содержание никеля — примерно пять процентов. Чтобы обеспечить необходимые повышенные характеристики по прочности, мы используем в нем весьма мелкозернистую структуру.
Есть такой параметр — температура перехода материала из вязкого в хрупкое состояние, так называемая Тк0. Чем ниже такая температура, тем выше устойчивость. Для этого нового материала ее удалось опустить ниже минус 60 °С. Значит, у нового сплава отличный ресурс, поэтому мы и считаем, что с нашей стороны сделано уже достаточно для ВВЭР-СКД, чтобы это не было лимитирующим фактором для конструктора. Теперь дело за ними и физиками — разработкой технологичной активной зоны.
А.Б.: А что по материалам твэлов для ВВЭР-СКД? Здесь вопрос тоже закрыт?
А.Д.: В отличие от описанного выше материала корпуса, нет. Ведь чтобы понимать, какой там нужен базовый материал, нужно, чтобы физики-реакторщики сперва показали, как этот реактор будет охлаждаться. Так что да: проект по материалам твэлов мы запускали, но пока он приостановлен — ждем решений по физике, теплофизике и теплогидравлике активной зоны.
От стали к дуостали
А.Б.: С водо-водяными реакторами все ясно. А что по поводу материалов для БН-1200, БРЕСТ-ОД и, наконец, проектов с еще более высокой температурой в активной зоне и еще более высоким КПД? Например, в проекте ВТГР («Высокотемпературный реактор с газовым охлаждением») речь идет уже о плюс 800 °С в активной зоне. Какими могут быть материалы для таких температур?
А.Д.: Если мы говорим о плюс 800 °С, то классической нержавеющей/аустенитной стали там уже не будет. Выше плюс 700 °С они не работают совершенно точно. И здесь мы работаем уже над совсем другими материалами — например, никелевыми сплавами.
А.Б.: Что-то типа инконеля, сплава Starship?
А.Д.: «Ко» в инконеле — от кобальта, а кобальт в атомной энергетике исключен категорически, поскольку из него получится кобальт-60, активно излучающий гамма-фотоны. Но есть и другие варианты. Те же ядерные космические реакторные установки используют тугоплавкие материалы.
Это не значит, что у нас уже есть готовые решения для любых температур в земных условиях. Ведь тугоплавкие материалы очень не дружат с кислородом (в космосе такой проблемы нет, но на Земле — пожалуйста). Рядом с кислородом у них начинается коррозия, причем не классического облика, а уже газовая.
Что мы имеем на сегодня из уже достигнутого по материалам для высокотемпературных реакторов? Если говорить о быстрых реакторах, то действительно там пока ограничивались максимальной температурой на поверхности твэла до плюс 750 °С. При такой температуре в самом реакторе в целом уже около плюс 500 °С.
Но и тут не все просто. Есть еще вопрос коррозии и, соответственно, смачиваемости. Вот, скажем, натрий в БН-1200: он нержавеющую сталь не смачивает, поэтому взаимодействия нет. Для реакторов со свинцовым теплоносителем, напротив, он стоит остро, смачиваемость есть, значит, надо думать, как минимизировать коррозию.
С твэлами нам поставлена задача научным руководителем проекта «Прорыв» — мы решаем проблему температур до плюс 750 °С уже за счет перехода от классических металлов, по сути, к металлокерамике. Формально они называются «дуостали», но, по сути, они уже никакие не стали, а металлокерамические композиты. Зачем они нужны?
Деформация в материалах происходит из-за того, что границы зерна начинают «ползти», свойства материала меняются — деградируют. В конце концов он разрушается. Мы добавили нанодисперсные оксидные частицы (керамика, оксиды иттрия), термодинамически стабильные до температур в несколько тысяч градусов. Эти частицы работают как барьеры для перемещения границ зерен. Ключевое здесь: чтобы эти частицы были меньше 25 нанометров каждая и их равномерное распределение по всему материалу. Вот тогда они действительно работают как эффективный стабилизатор структуры материала.

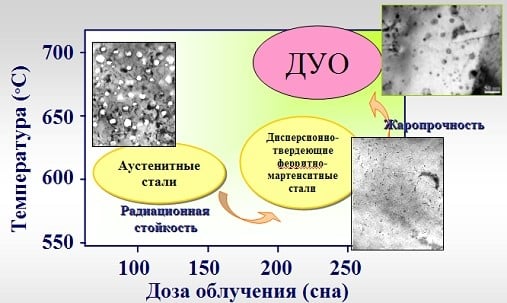
По итогу применения дуосталей мы обходимся без никелевых сплавов, что существенно удешевляет материалы новых реакторов.
А.Б.: Звучит, с одной стороны, хорошо, с другой — распределение таких малых частиц равномерно в стали технологически довольно сложно. Как конкретно это удается реализовать?
А.Д.: Берут исходный порошок матрицы — нержавеющую сталь, туда добавляется вот этот порошок с наночастицами на иттриевой основе. Их смешивают, а дальше спекают и полученный спеканием материал уже прессуют в горячем состоянии. Так мы получаем нужные по стойкости трубки твэлов. Хотя, конечно, так можно делать не только их. Эти работы ведет АО «ВНИИНМ» (Топливный дивизион «Росатома») — знаменитая «Девятка», отмечающая свое 80-летие в 2025 году.
Электронно-лучевой принтер для космических реакторов
А.Б.: Что делает проект по новым материалам в отношении тугоплавких материалов для космических реакторов?
А.Д.: Такие работы ведет НИИ НПО «ЛУЧ» (входит в Научный дивизион «Росатома»), который традиционно этим и занимался. Никель-ниобий-молибденовые сплавы, в частности. Их известная проблема — технологичность. Ведь они должны быть, с одной стороны, очень чистые, с другой — детали у реакторов все-таки достаточно габаритные.
Как с ними работать? Сперва получать заготовку большого размера, потом ковка? Но слиток метровых размеров из такого материала не сделаешь. Максимальный диаметр заготовки — 200 миллиметров. Как из них сделать что-то нужных размеров?
Тут применяется так называемая технология осадки. По сути, это горячее прессование, но даже при том, что оно горячее, материалы настолько специфические, что там происходит скольжение вдоль граней зерен, отчего возникают горячие трещины. Выход годного материала при такой традиционной технологии не превышал одной десятой части от исходного.
В итоге процесс выходит крайне недешевым. Тут мы и сделали важный шаг: вместо традиционной металлургической технологии применили аддитивную. Это электронно-лучевой принтер для металлов, работа его идет фактически в вакууме. И вот мы уже получаем изделия метровых габаритов «в один передел». Технически это наплавка от проволоки из нужного тугоплавкого сплава. Чем-то похоже на получение очень большого сварного шва, причем с хорошо контролируемыми параметрами его структуры. В результате получаем изделие со структурой монокристаллов, что повышает прочность и ресурс итогового космического ядерного реактора.
А.Б.: Электронно-лучевой принтер для метровых изделий… А когда это было достигнуто? Просто в мировой практике электронно-лучевые принтеры для столь крупных размеров редкость, и даже эта редкость только в последние годы появилась. Получается, вы тут на переднем крае во всем мире?
А.Д.: Да, в прошлом году мы сделали такую установку, в этом — установили, сейчас работает.
Универсальный материал для свинцовых реакторов
А.Б.: Вернемся к земным реакторам. Да, по натрию смачиваемости у нержавейки нет, для БН-1200 в этом смысле все понятно. Но вот свинец стали смачивает. Какие-то новые материалы для БРЕСТ-ОД-300 в рамках нацпроекта разрабатывают?
А.Д.: Конкретно для БРЕСТ-ОД-300 мы разрабатываем только материалы для оболочек твэлов. Чтобы вопрос окончательно снять, это делалось не только в рамках нацпроекта. Вообще, с материаловедческой точки зрения подобные реакторы — вызов, поскольку в первом контуре теплоносителя — жидкий металл, а во втором — все равно водяной пар. Получается, у нас есть зоны, где, с одной стороны, расплавленный металл, а с другой — вода.
Традиционно этот вопрос решали двухслойными трубками: с жидкометаллическим теплоносителем контактирует материал одного состава, а снаружи с водой — уже материал другого состава. Первый имеет высокую стойкость к «своему» теплоносителю, второй — к «своему». А в проекте БРЕСТ разработан материал универсальный, который стоек и к водяному пару, с одной стороны, и с другой — к свинцу. Конечно, понятно, что все равно надо контролировать содержание кислорода в свинце.
А.Б.: С материалами по корпусам реакторов все ясно. А что с твэлами? Можно ли их греть сильнее плюс 750 °С, можно ли подобрать для этого по-настоящему перспективные материалы, чтобы получить КПД АЭС не 40%, как у новых российских проектов, а еще выше, на уровне современных ТЭС?
А.Д.: Конечно, такие поиски мы начали не вчера и активно ведем сегодня. В первую очередь речь идет о карбиде кремния, который не просто плавится при плюс 2730 °С, но и, что крайне важно, не имеет проблем с прочностью до очень высоких температур. Это керамика, поэтому ясно, что вопрос хрупкого разрушения для нее никто не отменял. Чистой керамикой его не закрыть, так что мы делаем не просто карбид кремния, а композит из него. В матрицу из карбида кремния погружают «канатики» из 100-миллиметровых по длине волокон монокристаллического карбида кремния. Получается SiC, армированный волокнами другой структуры, но из того же материала. Буквально карбид кремния, армированный карбидом кремния.


И мы уже знаем, как его сделать, чтобы он работал при нужной нам очень высокой температуре. Но сейчас решаем технологические вопросы — например, газопроницаемости (чтобы он не выпускал газы, образующиеся в таблетках ядерного топлива при распаде ядер атомов) и так далее.
Это материал даже не для не высокотемпературного газового, а просто для высокотемпературного реактора. Перспективная задача — поднять его рабочие температуры до уровня, когда мы доведем КПД реактора до уровня современной тепловой энергетики. Какие конкретно температуры у него будут в итоге — посмотрим.
А.Б.: С каких реакторов планируется начать использовать такой материал?
А.Д.: Евгений Олегович Адамов (сторонник реакторов со свинцовым теплоносителем типа БРЕСТ. — Прим. ред.) у нас впереди идет, поэтому, конечно, он хочет, чтобы это было сначала на быстрых реакторах.
Ускоритель вместо реактора
А.Б.: В начале разговора мы сказали: в мировой практике от создания материалов таких типов до конца их лицензирования процесс проходит 5-10 лет, что часто мешает развитию. А у вас это сколько времени занимает?
А.Д.: Если не заниматься модернизацией нормативной базы, у нас это тоже будет очень долго. Поэтому я еще в начале разговора сказал, что наш проект сконцентрирован на изменениях методики длительных испытаний наших новых материалов.
Что мы предложили? Если раньше новый материал испытывали в точно тех же условиях, которые будут в новом реакторе, то теперь предлагаем испытания с ионными ускорителями. Ионный ускоритель может дать куда более высокую плотность излучения. С помощью определенных методик пересчета мы понимаем, что условно столько-то часов (!) под обстрелом такого ускорителя эквивалентны стольки-то годам в реакторе.
Мы уже готовим новую нормативную базу, которая позволит проводить подбор кандидатных новых материалов для активных зон реакторов на 60 лет. В нашей новой методике испытаний с ускорителем весь этот процесс уложится в один-три месяца. Со стороны даже трудно оценить, насколько это важно и насколько ускорит прием новых материалов на службу.
Дело ведь не только в том, что мы быстрее будем двигаться. При реакторных испытаниях может так получиться, что мы 5-10 лет материал подержали, вроде вначале все работало, а потом видим недопустимые параметры — исходная гипотеза разработчиков была неверна. Не будем же мы все 60 лет испытывать, так никогда новых реакторов не сделать. А с ускорителями мы от такого риска уже избавлены.
Но это только звучит просто — ионный ускоритель. На самом деле, чтобы точно соответствовать условиям десятков лет работы в реакторе, надо и температуру камеры при этих испытаниях подбирать, и имплантировать туда разные ионы: и тяжелые ионы, и легкие типа гелия, который возникает при ядерных процессах в реакторе.
Ведь идея использовать ионный ускоритель для ускоренных испытаний давно будоражит умы, в том числе на Западе. Но одно дело — хотеть сделать, совсем другое — сделать. Мы в этом отношении идем впереди мировой практики. Впервые перешли в этом плане от качественной методики к количественной: количественно смогли показать, что и как меняется в параметрах испытываемых нами материалов после ионного ускорителя, как это соотносится с реальными процессами в реакторе. Более того, можем посчитать ту самую энергию сопротивления хрупкому разрушению, которая нужна конструктору.
Термоядерная история
А.Б.: В России активно разрабатывают термоядерный реактор ТРТ, к 2035 году он вступит в строй. Ваш нацпроект ведет разработку материалов для него?
А.Д.: Да, конечно. Перед нами стоят три задачи. Во-первых, основной материал реактора ТРТ. Это должен быть материал немагнитный (очень мощное магнитное поле реактора с таким несовместимо) и иметь хорошую прочность как при обычных температурах, так и при криогенных, жидкого гелия. Это непростое сочетание свойств.
В СССР такой материал уже был. Но, например, у США когда-то были ракета и корабль до Луны — они могут взять чертежи и сделать такой сегодня? Или мы можем так же сделать с «Бураном»? Нет, потому что, если вы давно такого не делали, то конкретные технологии, по сути, утрачены. Пытаясь воспроизвести чертежи, потратите годы — примерно столько же времени, сколько когда-то ушло на разработку этого всего с нуля.
Вторая крупная материаловедческая задача для термоядерного реактора — охлаждающая стенка, по которой отводится тепло. Материал там — аналог стали 316-й ЛН. Основная проблема производства аустенитных сталей — величина зерна. Нужна равномерная мелкозернистая сталь, а сделать из нее довольно крупные детали технологически очень непросто.

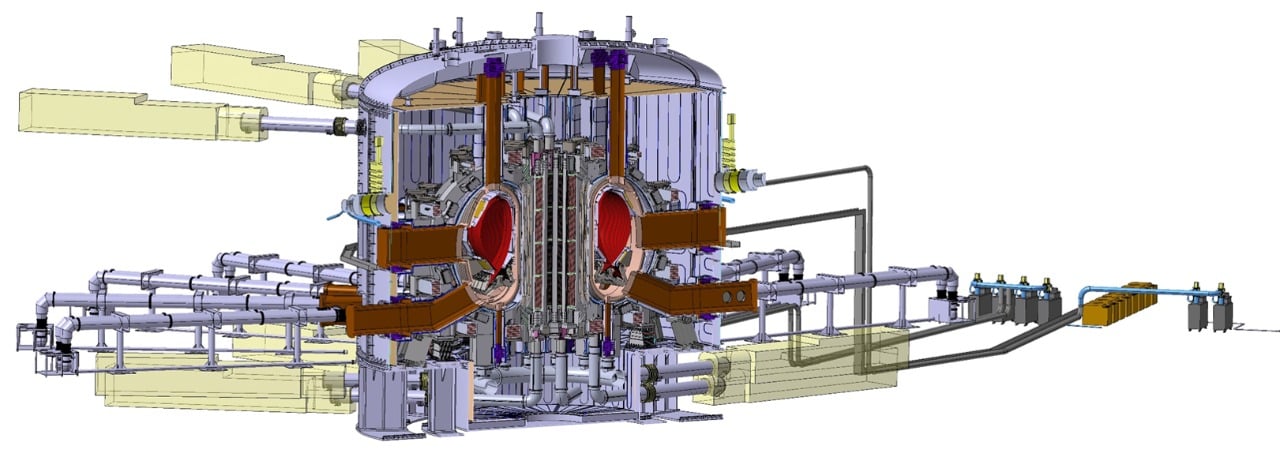
Третья задача — первая стенка реактора, обращенная к плазме. Сейчас для ИТЭР в качестве основного материала рассматривают вольфрам. Но и тут не все просто. О чем речь?
Пластинки из вольфрама не могут иметь больших размеров, иначе у них начнется горячее растрескивание. Казалось бы, почему? Вольфрам же огромные температуры выдерживает? Все дело в том, что при классических освоенных технологиях производства он имеет текстуру — своего рода волокна вдоль направления прокатки. Граница волокон имеет сниженный теплообмен. То есть их наличие ухудшает теплопроводность вольфрама, и без того неважную.
Что сейчас делают, чтобы закрыть вопрос? Берут лист вольфрама, ставят его вертикально, нарезают, чтобы волокна в сечении представляли бы точки на поверхности пластинки, чтобы тепло шло не вдоль волокон, а поперек. И вот эта сторона уже становится рабочей. Максимум размера получаемых пластинок — 20 на 20 миллиметров, потом их как чешуйки в средневековых доспехах прикрепляют к медному слою теплоотвода за первой стенкой реактора. Это сложная и дорогая технология.
Мы предложили принципиально другую: делать вольфрамовые пластинки порошковым спеканием, без волокон в принципе. В разработке разные типы технологий производства этих порошков — и монокристаллическая итоговая пластинка, и технология формирования вольфрамовых порошков, упрочненных еще вольфрамовой же сеткой. Цель: сделать изготовление первой стенки термоядерных реакторов быстрее, технологичнее, дешевле, но без снижения характеристик.
Биофабрикация
А.Б.: Ведете ли вы какую-то работу по биофабрикации, выращиванию биологических тканей вне организма? Это направление сейчас считают перспективным не только для научных исследований, но и в перспективе для медицины, пересадки кожи или иных тканей людям с травмами?
А.Д.: Да, я научный руководитель ведущихся в «Росатоме» работ по биофабрикации. Других таких работ, насколько мне известно, в России нет.
Тема достаточно сложная. Воспроизвести сосудистые ткани живых существ непросто, пока они используются только для экспериментов с животными. Что достигнуто на сегодня?
Сперва мы показали, что вообще способны из таких тканей формировать объекты нужной нам формы. Начинали с сосудов, поскольку по форме они близки к цилиндру, чуть проще работать. До этого были эксперименты, где их удалось вырастить из клеток в космосе, но мы добились того же результата на Земле, что сложнее из-за силы тяжести. Нам удалось поддерживать растущие сосуды в точно нужном положении акустическим полем (звуковыми волнами).
Затем мы перешли к испытаниям выращенных тканей на животных. Конкретно работали с кроликами. Все это сделано нами в России, изначально в лаборатории на базе научного института «Росатома» в Троицке, затем — на базе НИИТФА (также входит в Научный дивизион «Росатома»).
Теперь мы пошли дальше. Ведь как реагирует человеческий организм, когда в него подсаживают орган или ткань из другого организма? Начинает их отторгать, причем хороших путей борьбы с отторжением нет. Можно подавлять иммунитет иммуносупрессорами, однако побочные эффекты слишком тяжелые — снижение иммунитета, человек будет почти беззащитен перед болезнями.

Путей решения проблемы два. Первое: взять из конкретного пациента его клетки, методом биофабрикации вырастить из них нужные ткани, которые он утратил из-за травмы или чего-то еще. Хорошее решение, но требуется длительное время, а человеку надо что-то пересадить сразу после травмы.
Отсюда возник поиск второго пути, над ним мы сейчас работаем с институтом ФМБА: создание так называемых универсальных клеточных библиотек. Такие универсальные клеточные системы должны вызывать минимальный иммунный ответ, быть своими среди чужих. В первой перспективе из них можно будет делать «заплатки» на раны или те же кровеносные сосуды на замену поврежденных. О выращивании органов целиком мы пока не говорим — сперва нужно решить задачи ближайшей перспективы.
А.Б.: Что с кроликами, которым пересаживали ткани, полученные биофабрикацией? Были ли у них проблемы с отторжением?
А.Д.: Нет, у них не было проблем ни с отторжением, ни с другим крайне важным моментом: зарастанием искусственно выращенных из клеток сосудов. Дело в том, что очень часто сосуды «не из организма» склонны к зарастанию, особенно сосуды малого диаметра — куда трудно вставить стент-расширитель. И все-таки на животных нам удалось решить эти две проблемы.
А.Б.: Как идет сама биофабрикация?
А.Д.: Среда, в которой выращивается ткань, — гидрогель, который при определенных условиях самоорганизуется. С помощью внешних полей, например магнитного, мы можем «организовать» там «бублик», внутри которого растут клетки. Накладываем один «бублик» на другой и так постепенно получаем цилиндр сосуда.
Жидкосолевая гонка
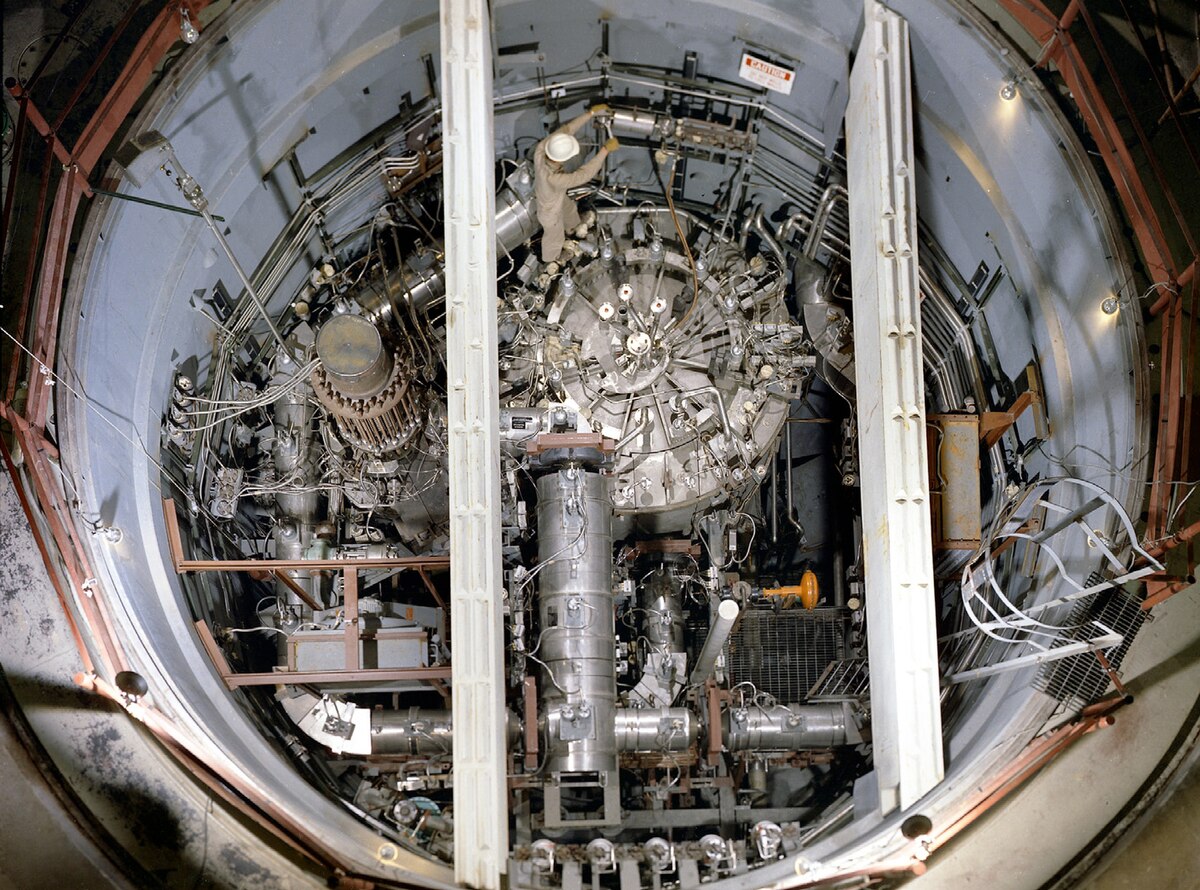
А.Б.: В США когда-то пытались построить жидкосолевой реактор (ЖСР), но возникли очень большие проблемы с коррозией, несмотря на вроде бы стойкие к ней сплавы. «Росатом» сейчас работает над жидкосолевым реактором-дожигателем, о ЖСР думают и в Южной Корее, Китай очень активен. Вероятно, и там не обойтись без новых материалов?
А.Д.: Нам такой реактор очень интересен, поскольку он может дожигать «минорные актиниды» — долгоживущие изотопы, которые дорого хранить, но трудно сжечь не на жидкосолевых реакторах. Это большой плюс последних. Есть, конечно, и сложности.
В ЖСР теплоноситель — расплавленные фториды, они, в смысле коррозии, чрезвычайно высокоактивны. Основной конструкционный материал для такого реактора мы уже подобрали, это никелевый сплав. Дальше вопрос в исключении так называемой теллуровой коррозии, что погубила американский реактор в Ок-Ридже. Чтобы это сделать, нам нужно обеспечить необходимую микроструктуру.

Важнейший вопрос здесь — развитость границ зерен в сплаве. Потому что теллур с хромом образуют всякие соединения, эвтектики (смесь двух компонентов, которая обладает температурой плавления ниже любого из своих исходных компонентов). За счет этих эвтектик уже идет очень интенсивная коррозия.
Есть конкретные подходы, позволяющие избежать этого процесса. И соль можно более чистую получить, и сплавы подобрать другие. Не секрет, что в мире сегодня минимум десяток проектов жидкосолевых реакторов, эту идею поддерживает крупный бизнес, в том числе Билл Гейтс.
А.Б.: Однако многие проектировщики реакторов смеются, когда слышат об этих зарубежных проектах, настолько они «бумажные».
А.Д.: Тем не менее лицензии они как-то получили. Конкретно мы планируем в смысле материалов довольно сложный сплав, включающий никель, молибден, хром, модифицированный редкоземельными элементами, и так далее.
Не могу сейчас обозначать конкретную формулу, процесс еще в работе. Но сразу скажу: даже если бы я ее назвал, никакие условные другие разработчики не смогли бы по ней воспроизвести наш материал и построить свой жидкосолевой реактор. Помните, что я говорил о влиянии технологии изготовления на зерно и характеристики? Техпроцесс и тут оказывает никак не меньшее влияние на конечный продукт, чем, собственно, состав.
Так что у нас есть серьезные шансы прийти к финишу в жидкосолевой гонке. Важно, что эта технология очень органично вписывается в замкнутый топливный цикл.