


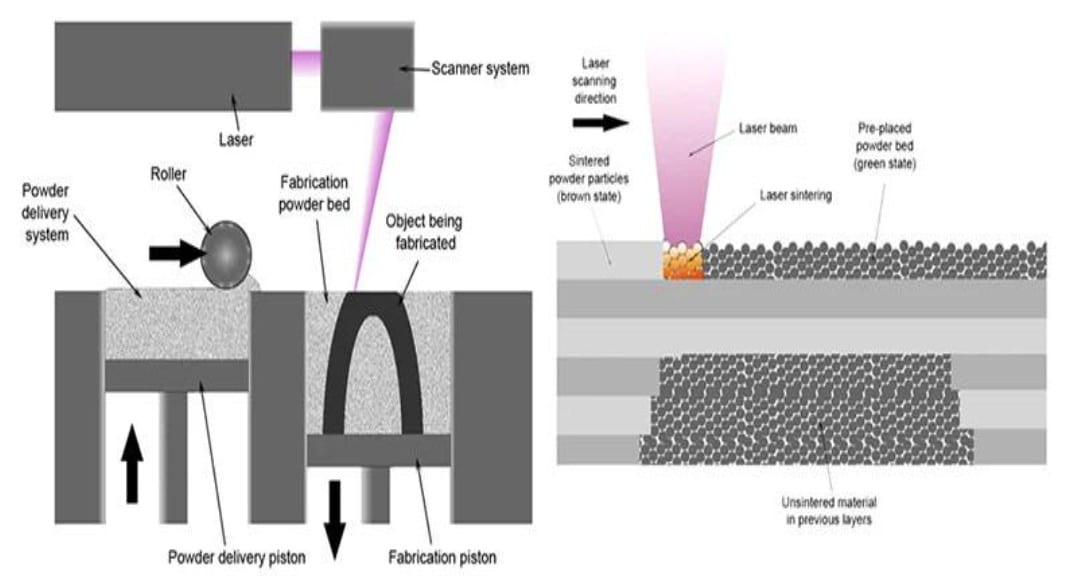
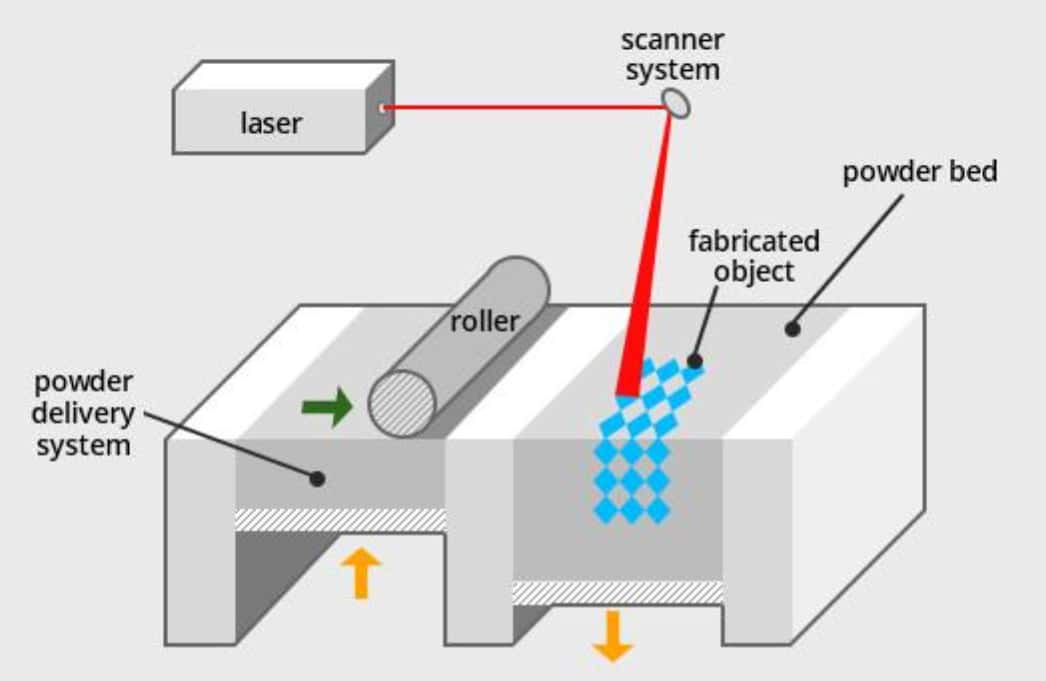
Селективное лазерное плавление — технология, при которой лазерный луч, двигаясь по слою металлического порошка, буквально выжигает в нем деталь слой за слоем. Метод произвел революцию в машиностроении: он позволяет изготавливать компоненты сложнейшей геометрии, которые невозможно получить традиционными литьем или фрезеровкой.
Технология завоевывает все большую долю промышленного рынка. Если еще десять лет назад селективное лазерное плавление воспринималось прежде всего как инструмент прототипирования, то сегодня оно активно используется для производства серийных ответственных деталей в авиакосмической отрасли, автомобилестроении, медицинской промышленности и оборонном секторе. Возможность напечатать изделие непосредственно из CAD-модели, минуя этапы изготовления оснастки и литейных форм, делает технологию экономически привлекательной даже для небольших партий деталей.
Тем не менее у технологии есть ахиллесова пята: детали, напечатанные методом селективного лазерного плавления, нередко демонстрируют неожиданно низкую усталостную прочность — способность выдерживать многократно повторяющиеся низкоамплитудные нагрузки. Это особенно опасно для деталей, работающих в условиях вибрации или циклических нагрузок. Причина в микроструктуре материала, которая формируется в ходе послойного синтеза и критически зависит от режимов лазерного воздействия.
Группа российских исследователей поставила перед собой задачу — создать математический инструмент, позволяющий до начала печати предсказать, какая микроструктура сформируется в материале и как она повлияет на долговечность изделия. Авторы опирались на собственный задел в области численного моделирования: ранее они уже разрабатывали модели усталостного разрушения и численные схемы для задач упругости. Теперь эти наработки потребовалось объединить в инструмент применительно к задаче лазерного плавления порошка. Результаты опубликованы в журнале Mathematical Models and Computer Simulations.

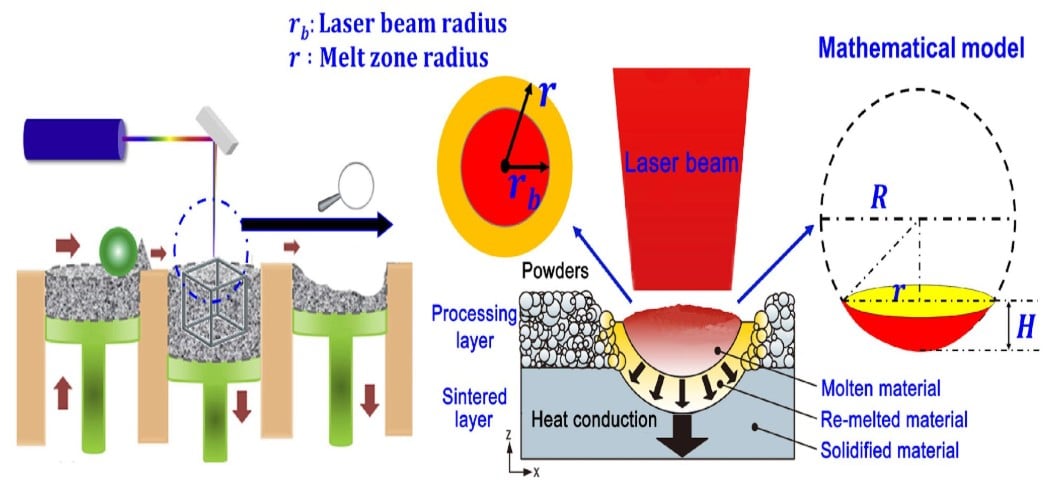
В основе нового подхода лежит трехмерное нестационарное нелинейное уравнение теплопроводности, записанное в энтальпийной формулировке. Это ключевой технический выбор: энтальпийный подход позволяет избежать явного отслеживания границ раздела фаз — точных координат, где порошок превращается в жидкий расплав, а расплав — в твердый металл. Вместо этого фазовые переходы учитываются через нелинейную зависимость температуры и теплопроводности от энтальпии материала. Такой прием существенно упрощает вычисления, не жертвуя физической точностью. Немаловажно, что модель включает не только стандартный переход твердого тела в жидкость, но и переход жидкости в пар при воздействии достаточно мощного лазерного потока, это расширяет область ее применимости на интенсивные режимы обработки.
Для численного решения этого уравнения авторы применили неявную разностную схему в оригинальной безматричной реализации. «Безматричной» означает, что матричные операции были заменены последовательностью более простых арифметических действий без явного формирования и хранения огромных матриц. В итоге объем требуемой оперативной памяти и время счета удалось значительно сократить.
Математическая модель описывает движение лазерного луча вдоль слоя порошка, образование ванны расплава, ее затвердевание и формирование так называемых треков — полос твердого металла, оставляемых лучом.
Реальная деталь состоит из сотен и тысяч таких перекрывающих друг друга треков, и именно геометрия их перекрытия определяет наличие и характер дефектов. Авторы ввели понятие критического шага лазерного луча h* — того значения расстояния между соседними треками, при котором точка их пересечения оказывается ровно на границе подложки и порошкового слоя.

При шаге больше h* возникают недоплавленные дефекты, при шаге меньше — переплавление. Авторы изучили оба типа нежелательных структур и связанные с ними последствия для механических свойств итогового изделия.
Особое место в работе занимает анализ влияния дефектов на усталостные свойства. Для этого авторы воспользовались ранее разработанной ими многорежимной моделью усталостного разрушения, учитывающей нелокальную природу накопления циклических повреждений. Результаты расчетов хорошо согласовались с экспериментальными данными по усталостному разрушению алюминиевых сплавов AlSi10Mg.
Самым драматичным результатом стала количественная оценка влияния дефектов на долговечность материала. Расчетное число циклов до разрушения падало с 4,36 × 10⁹ для идеального бездефектного образца до 2,11 × 10⁸ при наличии системы недоплавленных включений — снижение более чем на порядок.
Переплавление оказалось значительно менее опасным: в худшем случае долговечность снижалась лишь в 2–2,5 раза. Этот асимметричный результат имеет прямой практический смысл: при выборе между небольшим переплавлением и риском недоплавления лучше ошибиться в сторону избыточной лазерной мощности. Провести такую границу без численной модели было бы крайне затруднительно.

Василий Голубев, профессор кафедры информатики и вычислительной математики МФТИ, прокомментировал: «Традиционный подход к настройке параметров СЛП — это метод проб и ошибок в сочетании с дорогими испытаниями. Нам удалось создать вычислительный инструмент, позволяющий предсказать критический шаг лазерного луча для заданной комбинации мощности и скорости лазера без проведения физических экспериментов. Это принципиально меняет логику проектирования технологического процесса: инженер получает карту допустимых режимов и сразу видит, в какой области работать, а какие режимы заведомо приведут к падению долговечности изделия. Следующий шаг — распространить этот подход на многослойные системы и учесть влияние формируемых в процессе остаточных напряжений».