



Негативное влияние горячего цинкования
Горячее цинкование — один из наиболее распространенных и эффективных способов защиты металлических конструкций от коррозии. Однако при совокупном возникновении определенных факторов оно способно негативно повлиять на прочностные характеристики металлического изделия, о чем говорит ряд научных изданий.
Поэтому при проектировании строительных конструкций особое внимание уделяется расчетам всех возможных рисков. Но, несмотря на существенное развитие нормативно-технической базы, нередки случаи, когда при тщательном обследовании изготовленного по всем необходимым стандартам и готового к монтажу изделия выясняется, что оно не соответствует предъявляемым к нему требованиям. А вероятная причина хрупкого разрушения стальных элементов — проведение горячего цинкования.
Исследования разрушения горячеоцинкованных элементов отмечают три основных механизма охрупчивания:
• жидкометаллическое охрупчивание (liquid metal embrittlemen), которое вызывается воздействием жидкого металла на твердое тело и проявляется в виде многократного падения прочности, повышения хрупкости элемента, снижения его долговечности;
• водородное охрупчивание (hydrogen embrittlement), которое возникает в результате операции травления перед флюсованием, а затем и горячим цинкованием. Высокопрочная сталь может быть склонна к появлению трещин, вызванных водородом;
• охрупчивание, связанное со старением стали.
Практический пример хрупкого разрушения
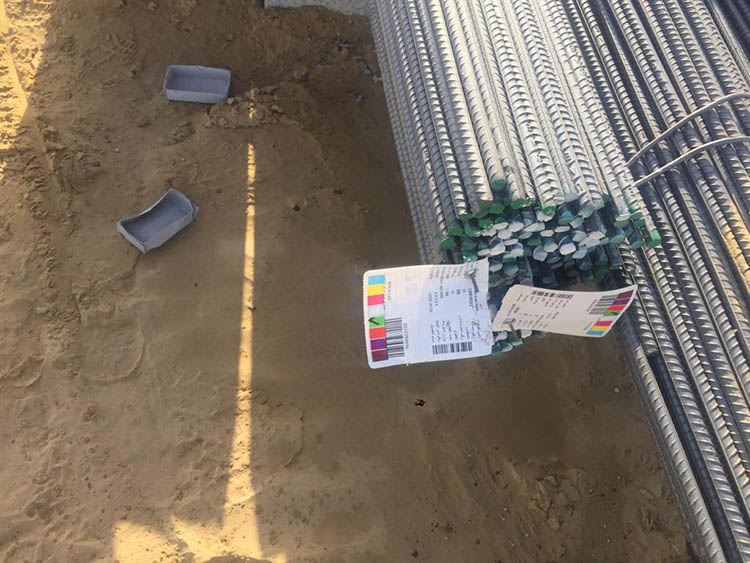
Во время строительства тестовой трассы транспортно-инфраструктурного комплекса uST в Шардже (ОАЭ) специалисты компании Unitsky String Technologies Inc. столкнулись с разрушением балочного элемента под воздействием горячего цинкования. Балочный элемент длиной 8200 мм с толщиной полки 300 мм был изготовлен из стали S355JR.

К полке в середине пролета методом полуавтоматической сварки встык с V-образной разделкой кромки была приварена пластина толщиной 40 мм. В ходе приемочного осмотра на строительной площадке выявили трещины, расположенные вблизи указанных сварных швов.


При последующем контроле сварного заводского соединения аналогичных элементов в тех же местах были обнаружены трещины схожей структуры. В некоторых элементах требовалось дополнительное снятие цинкового покрытия для установления этих дефектов, так как глубинные трещины визуально не просматривались на поверхности.


Нужно отметить, что в местах выявления трещин эстетические характеристики поверхности изделий были удовлетворительными, то есть отсутствовали подтеки, наплывы и прочие неравномерности толщины антикоррозионной защиты.
Образцы с повреждениями были вырезаны из балочных элементов и переданы для дальнейшего анализа. Его результаты показали, что наиболее вероятная причина возникновения указанных дефектов — нарушение технологии сварки, а именно:
• нарушение последовательности;
• нарушение количества проходок;
• отсутствие прогрева металла перед началом сварки, особенно при работе с массивными элементами;
• игнорирование выводных планок;
• ненадлежащее закрепление в стапелях, прихватках, зажимах.
Также нарушение технологии сварки может стать причиной возникновения остаточных напряжений, что негативно сказывается на процессе горячего цинкования.
Таким образом, горячее цинкование — это скорее своеобразный катализатор, способствующий выявлению нарушений в технологии изготовления стальных элементов, а не самостоятельный фактор возникновения дефектов, связанных с хрупким разрушением конструкций из стали. Учет опыта возникновения таких дефектов после процесса горячего цинкования может послужить основой для улучшения технологий изготовления стальных конструкций.
В частности, такой опыт будет полезен для совершенствования методик наложения сложных сварных швов, ужесточения требований к контролю, повышения качества обработки кромок после термической резки и так далее.
Как избежать дефектов, вызванных горячим цинкованием?
На основе проведенного эксперимента и изучения различных источников, профессиональной литературы инженеры компании UST Inc. выработали рекомендации, как избежать разрушения при горячем цинковании.
Для ответственных конструкций в качестве первичной меры рекомендуется указывать марку стали, исходя из ее ударной вязкости (должна быть одинаковой для всей конструкции). Наиболее предпочтительными являются стали J0, J2 и выше. Это не гарантирует исключения проблем при горячем цинковании, но может значительно снизить риск появления дефектов.
Необходимо руководствоваться локальными требованиями профильных предприятий касательно горячего цинкования с четким соблюдением их рекомендаций по конструированию.
Для исключения либо уменьшения напряжений в местах возможных концентраторов обязательна разработка технологической карты на сварку металлоконструкций с непременным указанием последовательности формирования сварных швов, дополнительного прогрева и так далее.
При производственных возможностях предприятия и наличии квалифицированных специалистов рекомендуется произвести расчет с использованием специализированных конечно-элементных программных комплексов по учету остаточных напряжений и их влияния на результат горячего цинкования.
При крупносерийном производстве, реализации сложных конструктивных решений необходимо изготовить ряд экспериментальных образцов, горячее цинкование которых позволит объективно оценить возможность применения данных решений с позиции дальнейшего использования.