


Исследование поддержано грантом РНФ, результаты опубликованы в журнале Ceramics International.
Пористые муллитокорундовые огнеупоры широко применяются в качестве теплоизоляционных и конструкционных материалов для металлургических и стекловаренных печей. Среди основных технологий их производства — прессование порошковых материалов с добавлением порообразователей или шликерное литье с использованием пенообразующих компонентов в суспензии. 3D-печать огнеупоров с относительно грубозернистой и пористой структурой, по словам ученых, является относительно новым направлением. При этом аддитивное производство может обеспечить экономически эффективный подход к производству уникальных огнеупорных материалов.
Наиболее подходящий метод для 3D-печати огнеупоров с различным составом и структурой – это метод прямого письма чернилами (DIW). Он позволяет производить пористые алюмосиликатные огнеупоры из чернил на основе пластичного глинистого сырья. Однако чернила на основе глины часто демонстрирует высокую усадку при высыхании и спекании, что требует жесткого соблюдения баланса между содержанием твердой фазы, вязкостью и экструдируемостью.
Сотрудники Научно-образовательного центра Н.М. Кижнера Инженерной школы новых производственных технологий ТПУ в своем проекте остановились на следующем составе чернил для 3D-печати огнеупоров – с использованием вяжущих суспензий кварцевого стекла, плавленого оксида алюминия и пластификаторов на основе гидроксипропилметилцеллюлозы (ГПМЦ) и полиэтиленгликоля (ПЭГ).
«Высококонцентрированные вяжущие суспензии (ВКВС) кварцевого стекла являются самыми высоконаполненными водными суспензиями. Они придают материалам для печати высокую текучесть, обеспечивают быстрое твердение слоев при печати и отвечают за низкую усадку при сушке и обжиге – именно такой комплекс свойств необходим для так называемых чернил для печати. Такие суспензии, с нашей точки зрения, могут выступать перспективной альтернативой более традиционным чернилам для печати на основе алюмосиликатного глинистого сырья, для которых большая усадка является характерной, что в целом затрудняет проектирование и изготовление изделий строго заданных габаритов», – говорит один из авторов статьи, инженер НОЦ Н.М. Кижнера Шариф Шарафеев.
Однако основными сложностями при работе с ВКВС, по словам ученых, является их полная непластичность. Именно для решения этой проблемы политехники добавили в состав водорастворимые полимерные компоненты (ГПМЦ и ПЭГ). Кроме того, в качестве основного функционального наполнителя в суспензии был использован плавленый оксид алюминия, повышающий прочностные и огнеупорные свойства изделия.
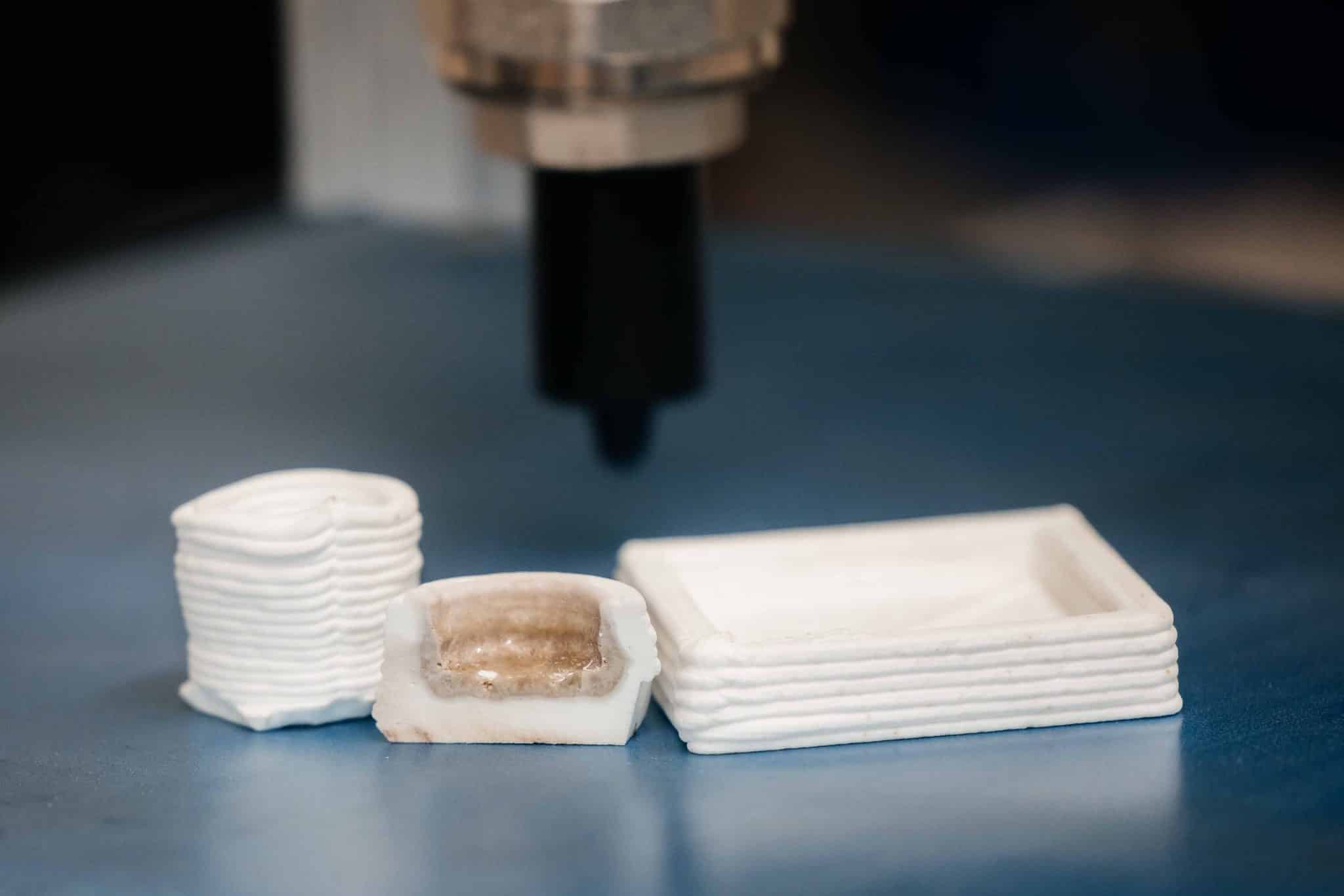
На основе проведенного реологического анализа ученые выбрали чернила, отличающиеся оптимальными реологическими и печатными свойствами. Для печати образцов новых материалов использовался специально разработанный учеными НОЦ Н.М. Кижнера 3D-принтер. Затем были исследованы структурные и механические свойства полученных образцов.
«Фактически, разработанный нами материал, несмотря на сходство химического состава с имеющимися аналогами, является относительно новым. Поэтому в рамках данного исследования перед нами, в первую очередь, стояла задача первичной аттестации материала по пористости, кажущейся плотности и прочности. В качестве дополнительного параметра мы также измерили устойчивость к действию металлургических шлаков. В целом, материалы показывают сопоставимые или даже немного их превышающие с описанными в научной литературе аналогами свойства.
Кроме того, у нашего подхода есть еще одна достаточно весомая положительная черта – поскольку изделие практически не претерпевает усадки, его можно сразу отправлять на обжиг после печати, пропустив этап длительной сушки, как у материалов на основе глин. Удаление органических компонентов также протекает «безболезненно» – необходима всего лишь одна ступень выдержки при 185 °С, затем можно греть изделия до температуры спекания (1550 — 1600 °С) практически с любой скоростью, общая усадка по всем осям составляет не более пяти процентов», – поясняет Шариф Шарафеев.
В планах у научного коллектива – апробация разработанных принципов и критериев для получения более современных и новых видов огнеупоров, в частности, карбидокремниевых.