



Исследование опубликовано в сборнике конференций «Химия. Экология. Урбанистика.» Разработка выполнена в рамках Программы академического стратегического лидерства «Приоритет-2030». Для повышения эффективности элементов затвора обычно применяется дорогостоящее высоколегирование коррозионностойких сталей и сплавов — это введение в сталь или сплав примесей из химических элементов.
Этот метод приводит к желаемым показателям, но в несколько раз увеличивает себестоимость конструкции. Кроме того, использование коррозионностойких сталей лимитировано за счет малых удельных показателей прочности. Использование сложнолегированных сталей с наибольшим содержанием тугоплавких металлов – молибдена, хрома, кобальта, ванадия, вольфрама, непропорционально увеличивает цену и пригодно только для особо важных изделий.
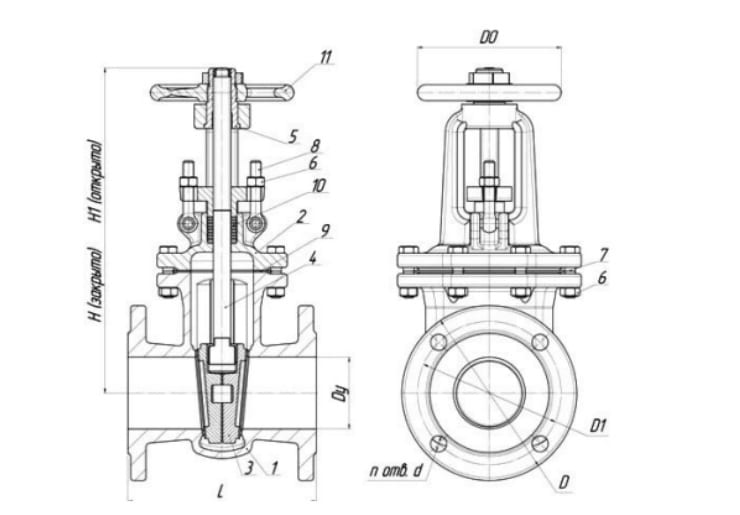
«В качестве другого способа, повышающего прочность детали, нами был выбран метод химико-термической обработки верхнего слоя клинового затвора, который заключается в насыщении поверхности детали азотом в ионизированных газовых средах», — сообщает магистр кафедры «Оборудование и автоматизация химических производств» Даниль Абдалов.

«В ходе исследования по упрочнению поверхностей деталей азотированием мы выявили преимущественную зависимость того, что ресурс изделий увеличился в несколько раз, а именно: повысилась удельная контактная прочность и твердость, стойкость к общей и межкристаллитной коррозии для всех сталей и сплавов металлов, включая операции при высоких температурах. Равномерное нагревание деталей по всей поверхности обеспечивает минимальное изменение размеров, поэтому технология повышения прочности отлично подходит для трубопроводной арматуры в жестких эксплуатационных режимах», — рассказывает декан механико-технологического факультета ПНИПУ, профессор кафедры «Инновационных технологий машиностроения», доктор технических наук Михаил Песин.
Технология уже успешно введена и используется на многих предприятиях-производителях нефтепромыслового оборудования: ООО «Ионные технологии» и ООО «Пермская компания нефтяного машиностроения», г. Краснокамск, Пермского края; «Камский арматурный завод», АО «ЭЛКАМ-нефтемаш» и АО «ПНИТИ», г. Пермь, ООО «Завод НГО «Техновек», г. Воткинск; ООО «НПК «Нефтяное машиностроение», г. Лысьва, HABONIM INDUSTRIAL VALVES & ACTUATORS, Израиль и других производствах.