


Исследование опубликовано в журнале Russian Engineering Research. Исследование получило финансирование Российского научного фонда.
Отремонтировать поврежденные металлические детали помогает порошковая лазерная наплавка – это процесс, при котором на поверхность детали наносится порошок металла, который затем расплавляется лазером. Так создается покрытие с высокой прочностью и износостойкостью.
Но после наплавки с детали необходимо убрать неровности на поверхности и получить нужную форму. Для этого используют проволочную электроэрозионную обработку. Ее преимущество по сравнению с другими методами в том, что она не создает механического давления на заготовку и позволяет работать со сложными, тонкими и хрупкими деталями – шестерни, резцы, элементы двигателей, хирургические инструменты и имплантаты. Это также требует обработки высокой степени точности.
Ученые Пермского Политеха проверили эффективность проволочной электроэрозионной обработки и смоделировали обработку деталей газотурбинного двигателя. Образцы изготавливались из титанового сплава и стали, на них методом наплавки дополнительно нанесены порошки титана и меди.

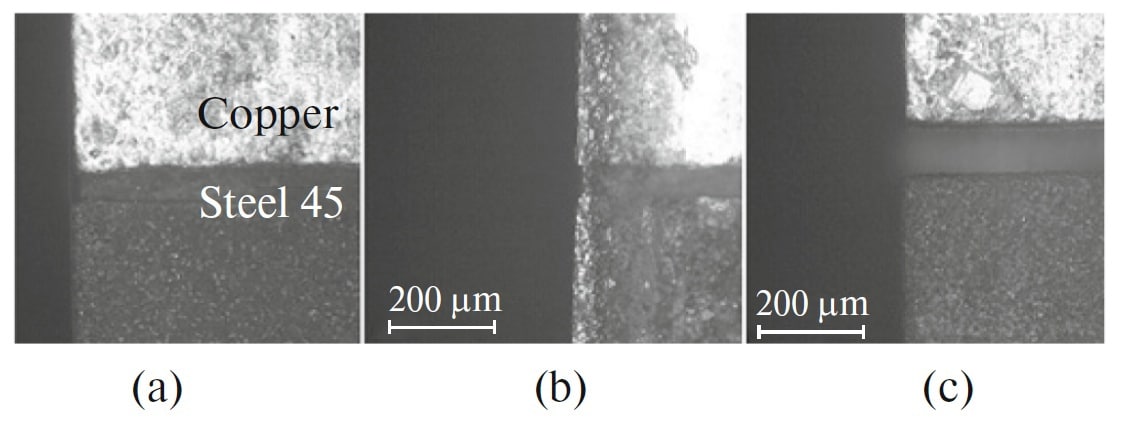
«Выяснилось, что на месте стыка металлов образуется погрешность – неровная «ступенька». Ее размер зависел от того, насколько сильно различаются физические свойства взаимодействующих металлов. Например, между сплавом и порошком из титана «ступенька» составляла 0,02 метра, а у соединения стали и меди, более разнородного по свойствам, – 0,06 метров. Такой дефект может испортить готовое изделие», – объясняет Тимур Абляз, директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук.
Ученые Пермского Политеха разработали рекомендации, которые повышают точность проволочной электроэрозионной обработки. Сначала нужно тщательно выбрать подходящий угол наклона проволоки. Обработку лучше проводить в два захода, причем второй должен быть менее жестким. Точность работы можно прогнозировать с помощью предварительного математического моделирования.
Для проверки своих выводов политехники провели повторное моделирование, а затем поставили эксперимент. Обработали сплав стали и меди в трех вариантах: без учета рекомендаций, с двумя проходами и с коррекцией угла проволоки. И модель, и практика показали, что предложенные методы снижают погрешность обработки в два раза.
Рекомендации ученых Пермского Политеха позволят значительно увеличить точность проволочной электроэрозионной обработки металлических изделий. Это поможет избежать дефектов и неровностей поверхности, а также повысит качество деталей со сложной геометрией – двигателей, пресс-форм, шестерней и имплантов.